১. ক্যাপ এলিভেটর এবং ক্যাপ প্লেসমেন্ট সিস্টেম ইনস্টলেশন
ক্যাপ বিন্যাস এবং সনাক্তকরণ সেন্সর ইনস্টলেশন
শিপিংয়ের আগে, ক্যাপ লিফট এবং প্লেসমেন্ট সিস্টেমটি আলাদা করা হয়; ক্যাপিং মেশিনটি চালানোর আগে দয়া করে ক্যাপ অর্গানাইজিং এবং প্লেসিং সিস্টেমটি ইনস্টল করুন। নীচের ছবিতে দেখানো সিস্টেমটি সংযুক্ত করুন:
ক্যাপ পরিদর্শন সেন্সরের অভাব (মেশিন স্টপ)
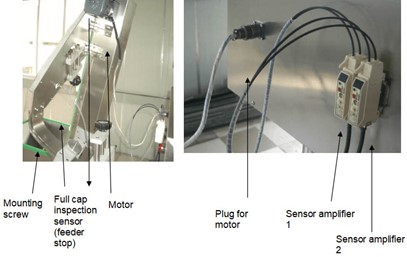
ক. একটি মাউন্টিং স্ক্রু দিয়ে, ক্যাপটি সংযুক্ত করুন, ট্র্যাক এবং র্যাম্প একসাথে রাখুন।
খ. কন্ট্রোল প্যানেলের ডান পাশে থাকা প্লাগের সাথে মোটরের তারটি সংযুক্ত করুন।
গ. সেন্সর অ্যামপ্লিফায়ার ১ কে ফুল-ক্যাপ ইন্সপেকশন সেন্সরের সাথে সংযুক্ত করুন।
ঘ. সেন্সর অ্যামপ্লিফায়ার 2 কে ল্যাক ক্যাপ ইন্সপেকশন সেন্সরের সাথে সংযুক্ত করুন।
ক্যাপ ক্লাইম্বিং চেইনের কোণ সামঞ্জস্য করুন: শিপমেন্টের আগে, আপনার উপস্থাপিত নমুনা ক্যাপের উপর ভিত্তি করে ক্যাপ ক্লাইম্বিং চেইনের কোণ পরিবর্তন করা হয়েছিল। যদি ক্যাপের স্পেসিফিকেশন পরিবর্তন করতে হয় (শুধুমাত্র আকার, ক্যাপের ধরণ নয়), তাহলে অনুগ্রহ করে কোণ সমন্বয়কারী স্ক্রু ব্যবহার করে ক্যাপ ক্লাইম্বিং চেইনের কোণ সামঞ্জস্য করুন যতক্ষণ না চেইনটি কেবল উপরের দিকের চেইনের উপর হেলান দেওয়া ক্যাপগুলিকে বহন করতে পারে। নিম্নলিখিত ইঙ্গিতগুলি:

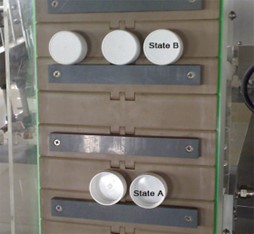
যখন ক্যাপ ক্লাইম্বিং চেইন ক্যাপগুলিকে উপরে আনে, তখন A অবস্থায় ক্যাপটি সঠিক দিকে থাকে।
যদি চেইনটি উপযুক্ত কোণে থাকে, তাহলে B অবস্থায় থাকা ক্যাপটি স্বয়ংক্রিয়ভাবে ট্যাঙ্কে নেমে যাবে।
ক্যাপ ড্রপিং সিস্টেমটি (চুট) পরিবর্তন করুন
প্রদত্ত নমুনার উপর ভিত্তি করে ড্রপিং চুটের কোণ এবং স্থান ইতিমধ্যেই নির্ধারণ করা হয়েছে। সাধারণত, যদি অন্য কোনও নতুন বোতল বা ক্যাপের স্পেসিফিকেশন না থাকে, তাহলে সেটিং পরিবর্তন করার প্রয়োজন হয় না। এবং যদি বোতল বা ক্যাপের একটি স্পেসিফিকেশনের চেয়ে বেশি স্পেসিফিকেশন থাকে, তাহলে ক্লায়েন্টকে চুক্তিতে বা তার সংযুক্তিতে আইটেমটি তালিকাভুক্ত করতে হবে যাতে নিশ্চিত করা যায় যে কারখানাটি আরও পরিবর্তনের জন্য পর্যাপ্ত জায়গা ছেড়ে দেয়। সামঞ্জস্য পদ্ধতিটি নিম্নরূপ:
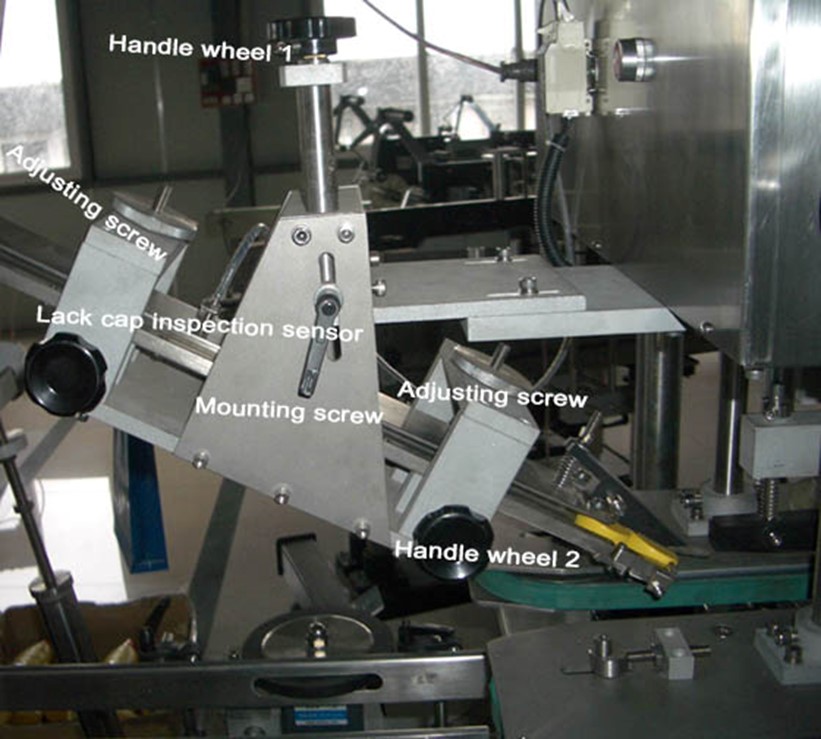
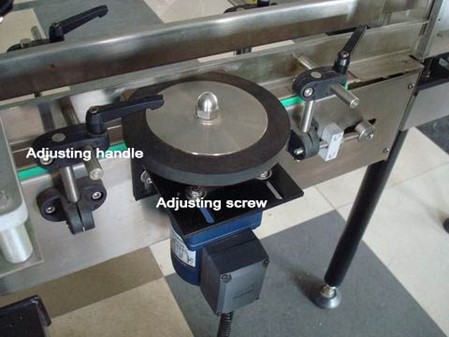
ক্যাপ ড্রপিং সিস্টেমের উচ্চতা সামঞ্জস্য করতে হ্যান্ডেল হুইলটি ঘোরানোর আগে অনুগ্রহ করে মাউন্টিং স্ক্রুটি খুলে ফেলুন।
অ্যাডজাস্টমেন্ট স্ক্রু আপনাকে চুট স্পেসের উচ্চতা পরিবর্তন করতে দেয়।
হ্যান্ডেল হুইল ২ (উভয় পাশে) ব্যবহার করে চুটের প্রস্থ সামঞ্জস্য করা যেতে পারে।

ক্যাপ প্রেসিং কম্পোনেন্ট পরিবর্তন করা
বোতলটি যখন ক্যাপ প্রেসিং সেকশনের জায়গায় প্রবেশ করে, তখন ক্যাপটি স্বয়ংক্রিয়ভাবে বোতলের মুখটি চুট থেকে ঢেকে ফেলে। বোতল এবং ক্যাপের উচ্চতার কারণে, ক্যাপ প্রেসিং সেকশনটিও পরিবর্তন করা যেতে পারে। যদি ক্যাপের উপর চাপ অপর্যাপ্ত হয়, তাহলে ক্যাপিং কর্মক্ষমতা ক্ষতিগ্রস্ত হবে। ক্যাপ প্রেস অংশের অবস্থান খুব বেশি হলে প্রেসিং কর্মক্ষমতা পরিবর্তন হবে। তদুপরি, যদি অবস্থান খুব কম হয়, তাহলে ক্যাপ বা বোতল ক্ষতিগ্রস্ত হবে। সাধারণত, ক্যাপ প্রেসিং কম্পোনেন্টের উচ্চতা চালানের আগে পরিবর্তন করা হয়। ব্যবহারকারীর যদি উচ্চতা পুনরায় সমন্বয় করার প্রয়োজন হয়, তাহলে পদ্ধতিটি নিম্নরূপ:

ক্যাপ প্রেসিং সেকশনের উচ্চতা সামঞ্জস্য করার আগে, অনুগ্রহ করে মাউন্টিং স্ক্রুটি সরিয়ে ফেলুন।
মেশিনটিতে আরও একটি ক্যাপ প্রেসিং এলিমেন্ট রয়েছে যা সবচেয়ে ছোট বোতলগুলিকেও ফিট করে, এবং ভিডিওতে দেখানো হয়েছে কীভাবে এটি প্রতিস্থাপন করতে হয়।
ঢাকনাটি জোর করে চুট থেকে নামানোর জন্য বাতাসের চাপ সামঞ্জস্য করা।
2. প্রাথমিক অংশগুলির সামগ্রিক উচ্চতা পরিবর্তন করা।
মেশিন লিফটের মূল অংশগুলির উচ্চতা বিভিন্ন হতে পারে, যেমন বোতল ফিক্স স্ট্রাকচার, গাম-ইলাস্টিক স্পিন হুইল এবং ক্যাপ প্রেসিং অংশ। মেশিন লিফট কন্ট্রোল বোতামটি কন্ট্রোল প্যানেলের ডানদিকে অবস্থিত। মেশিন লিফট শুরু করার আগে, ব্যবহারকারীকে দুটি সাপোর্ট পিলার থেকে মাউন্টিং স্ক্রুগুলি সরিয়ে ফেলতে হবে।
নিচে এবং উপরে উভয়কেই বোঝায়। স্পিন হুইলের অবস্থান ক্যাপগুলির অবস্থানের সাথে সামঞ্জস্যপূর্ণ তা নিশ্চিত করার জন্য। লিফট সামঞ্জস্য করার পরে দয়া করে পাওয়ার বন্ধ করুন এবং মাউন্টিং স্ক্রুটি শক্ত করুন।

দ্রষ্টব্য: অনুগ্রহ করে লিফট সুইচ (সবুজ) টিপতে থাকুন যতক্ষণ না আপনি পছন্দসই অবস্থানে পৌঁছান। লিফটের গতি বেশ ধীর; দয়া করে ধৈর্য ধরে অপেক্ষা করুন।
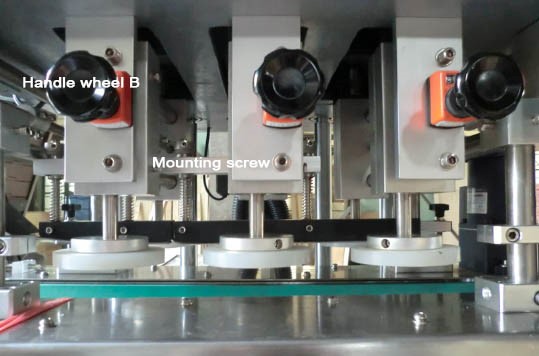
৩. গাম-ইলাস্টিক (তিন জোড়া স্পিন চাকা) দিয়ে তৈরি স্পিন চাকাটি সামঞ্জস্য করুন।
মেশিন লিফট স্পিন হুইলের উচ্চতা সামঞ্জস্য করে।
ক্যাপের ব্যাসের উপর ভিত্তি করে স্পিন হুইলের জোড়ার প্রস্থ পরিবর্তিত হয়।
সাধারণত, দুটি চাকার মধ্যে ব্যবধান ক্যাপের ব্যাসের চেয়ে 2-3 মিমি কম হয়। হ্যান্ডেল হুইল B অপারেটরকে স্পিন হুইলের প্রস্থ পরিবর্তন করতে দেয়। (প্রতিটি হ্যান্ডেল হুইল আপেক্ষিক স্পিন হুইল সামঞ্জস্য করতে পারে।)
হ্যান্ডেল হুইল B সামঞ্জস্য করার আগে, অনুগ্রহ করে মাউন্টিং স্ক্রুটি সরিয়ে ফেলুন।
৪. বোতল ফিক্সের কাঠামো সামঞ্জস্য করা হচ্ছে।
বোতলের স্থির অবস্থান পরিবর্তন করার জন্য স্থির কাঠামো এবং লিঙ্ক অক্ষের অবস্থান পরিবর্তন করা যেতে পারে। বোতলের উপর স্থির অবস্থান খুব কম থাকলে খাওয়ানো বা ক্যাপিংয়ের সময় বোতলটি শুইয়ে রাখা সহজ। অন্যদিকে, বোতলের উপর স্থির অবস্থান খুব বেশি হলে, স্পিন হুইলগুলি সঠিকভাবে কাজ করবে না। কনভেয়র এবং বোতলের স্থির কাঠামো সামঞ্জস্য করার পরে, কেন্দ্ররেখাগুলি একই লাইনে আছে কিনা তা দুবার পরীক্ষা করুন।
বোতলের ফিক্সিং বেল্টের মধ্যে দূরত্ব সামঞ্জস্য করুন হ্যান্ডেল হুইল A ঘুরিয়ে (দুই হাত একসাথে দিয়ে হ্যান্ডেলটি ঘুরিয়ে)। ফলস্বরূপ, চাপ দেওয়ার পুরো প্রক্রিয়া জুড়ে কাঠামোটি কার্যকরভাবে বোতলটিকে ঠিক করতে পারে।


মেশিন লিফট সাধারণত বোতল-ফিক্সিং বেল্টের উচ্চতা সামঞ্জস্য করে।
(সতর্কতা: ৪-লিঙ্ক শ্যাফ্টের মাউন্টিং স্ক্রুটি আলগা করার পরে, অপারেটর একটি মাইক্রোস্কোপে বোতল ফিক্স বেল্টের উচ্চতা পরিবর্তন করতে পারে।)
যদি অপারেটরকে বেল্টটি অনেক বেশি পরিসরে নাড়াতে হয়, তাহলে স্ক্রু ১ এবং ২ একসাথে আলগা করে অ্যাডজাস্টমেন্ট নবটি ঘুরিয়ে দিন; যদি অপারেটরকে সীমিত পরিসরে বেল্টের উচ্চতা পরিবর্তন করতে হয়, তাহলে কেবল স্ক্রু ১ আলগা করে অ্যাডজাস্টমেন্ট নবটি ক্র্যাঙ্ক করুন।
৫. অ্যাডজাস্টমেন্ট হুইল এবং রেলিং দিয়ে বোতলের স্থান পরিবর্তন করা।
বোতলের স্পেসিফিকেশন পরিবর্তন করার সময়, অপারেটরকে বোতলের স্থানের অবস্থান পরিবর্তন করার জন্য চাকা এবং রেলিং সামঞ্জস্য করতে হবে। স্থান সমন্বয় চাকা এবং রেলিংয়ের মধ্যে দূরত্ব বোতলের ব্যাসের চেয়ে 2-3 মিমি কম হওয়া উচিত। কনভেয়র এবং বোতল ফিক্স স্ট্রাকচার সামঞ্জস্য করার পরে, কেন্দ্ররেখাগুলি একই লাইনে আছে কিনা তা দুবার পরীক্ষা করুন।
অ্যাডজাস্টিং স্ক্রুটি আলগা করে বোতলের স্থান অ্যাডজাস্টিং হুইলের অবস্থান সামঞ্জস্য করুন।
কনভেয়রের উভয় পাশের হ্যান্ড্রেলের প্রস্থ আলগা সমন্বয় হ্যান্ডেল ব্যবহার করে সামঞ্জস্য করা যেতে পারে।
পোস্টের সময়: জুন-০৭-২০২২